 微信客服
微信客服 微信公众号
微信公众号 抖音
抖音 视频号
视频号 快手
快手 百家号
百家号 头条号
头条号 B站
B站 小红书
小红书莫益仲
莫益仲,从印品整饰操作工、工艺技术人员再到烫模部部长,26年来一路升级。他善于思考,勇于创新,坚持多手段、全方位做好降本增效,牵头设计的烫金机收箔装置获得实用新型专利,先后解决了娇子(红格调)小/条盒模切植绒擦花问题,将烫金机长期闲置的模切版框合理利用,提升凹凸换版效率,优化烫印工艺流程,节约电化铝达40%。2022年由他名字命名的劳模创新工作室,在他的带领下完成5个QC创新课题、12项提质增效工艺技术改进。作为企业的中流砥柱,他一直秉承着“授人以鱼,不如授人以渔”的传帮带理念。
在当今烟包行业市场竞争激烈的大环境下,对烟包品质要求也日益增高。如何在保证品质不断提升的情况下,将耗材的损耗降到最低,是在如今市场环境下保持竞争优势的最优解。降低耗材损耗是控制成本环节中的重要一环,而要在保证质量的前提下降低耗材损耗,需要在实际生产过程中寻找相应的解决方法。
在烟标生产的模切工序中常见问题较多,例如模切崩刀(指在模切生产过程中两个刀片搭接的地方断裂),普通模切刀片还比较好处理,可以直接使用备刀更换,但有些特殊产品需使用整块模具雕刻刀,例如,我公司生产的“宽窄好运细支”小盒产品的小飞机口处就需使用一整个模具雕刻刀。
雕刻刀介绍及使用情况
雕刻刀由两部分组成,分别是刀锋(用于产品正面裁切)和底座(用于固定在模切底板上)。将雕刻刀用于裁切“宽窄好运细支”小盒产品的小飞机口处的示意图如图1所示。
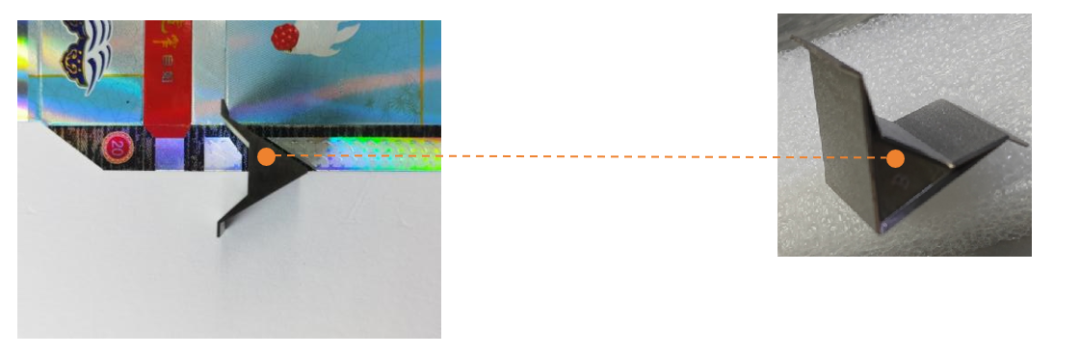
图1 雕刻刀用于烟标产品小飞机口处
“宽窄好运细支”小盒生产时,雕刻刀损耗量约为平均生产1~2万印/块。在去年4~6月的生产过程中,4月共生产58.2万印,雕刻刀损耗为42块;5月共生产92.2万印,雕刻刀损耗为60块;6月共生产135万印,雕刻刀损耗为95块,3个月中总体雕刻刀损耗大概在1.4万印/块。
4月换刀时间约16小时,5月换刀时间约28小时,6月换刀时间约38小时,平均每换一块雕刻刀大约需要35~42分钟才能正常生产,平均每班换刀时间约1.5~2小时,机台生产效率降低20%左右。为找出影响雕刻刀使用寿命的关键原因,降低雕刻刀万印用量减少更换时间,笔者从“人、机、料、法、环”进行系统性分析。
01雕刻刀材质
目前公司模切机中的雕刻刀主要采用一般模具钢,硬度过高,柔韧性较差。在与制版厂家确认雕刻刀材质时发现雕刻刀材质并没有规定技术标准,存在耗用量增加的风险。
02雕刻刀角度
通过现场调研,公司模切机上雕刻刀使用角度为47°或48°不等,并未对刀锋角度制定技术标准,存在耗用量增加的风险。
03纸张厚度
在经采购确认供应商材料参数后(“宽窄好运细支”小盒纸张参数:237g/m2,680mm×486mm),发现其参数符合公司工艺质量标准,且批次产品质量稳定,并无耗用量增加的风险。
04操作工技能水平
通过现场抽查员工操作设备技能水平,不达标0人;且员工实操技能培训、理论技能培训定期进行,并无因员工操作不当而导致耗用量增加的风险。
05换刀操作
因为雕刻刀安装方法特殊,在换刀操作中不像更换普通模切刀那样直接从模切刀版正面取出后进行更换,而是要将模切刀版从模切版框上取下,从模切版正面向背面敲击出来,再换上新的雕刻刀,需要注意从模切版背面向正面安装。安装好新的雕刻刀再将模切版装到模切版框上,因此会造成换刀耗时较长,
通过以上几种因素分析,我们得出结论:雕刻刀材质与角度是影响雕刻刀使用寿命的主要因素。
制定改进对策
01优化雕刻刀材质
通过对比,我们将雕刻刀材质(一般模具钢)更换为专用钢模(HRC),如图2所示,并调整了雕刻刀硬度。
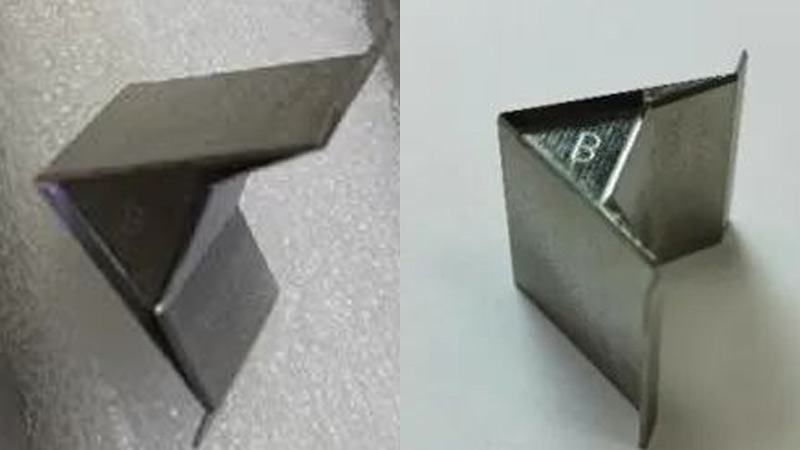
图2 雕刻刀材质改进前(左)改进后(右)
02改进雕刻刀角度
试验依次使用49°~53°的雕刻刀刀锋角度,一共分为5组试验,每组试验数量为5万印,其中49°刀锋角度雕刻刀磨损情况最低,而其余对照组随着雕刻刀刀锋度数增加,雕刻刀磨损程度逐渐加重,试验结果如表1所示。
表1 不同雕刻刀角度试验结果

03换刀时间长改进办法
(1)将模切版框进行加工,把模切框背面的钢板进行开窗。
(2)更换雕刻刀时不需要再拆下模切刀模,只需要将模切版框上开窗钢板取下,从刀模正面向背面敲出废刀,再换上新的雕刻刀即可。换一块雕刻刀只需要5~10分钟左右,同时换刀效率提升75%左右。
(3)通过改进模切板框还可以达到更精确的补垫模切刀压力,使模切刀压力更加平整,从而提升模切版使用寿命,产品质量更加稳定。
效果检验
我们通过以上改进,将雕刻刀工艺技术参数与工艺技术部门沟通、确认,写入工艺制度形成标准。在经过8、9月的试验与对可能影响雕刻刀使用寿命的因素进行排查之后,我们更换了新材质的雕刻刀与雕刻刀刀锋角度,10~11月的生产情况有明显改善,其中10月“宽窄好运细支”小盒产量约为150万印,损耗雕刻刀35块;11月共生产110万印,损耗雕刻刀26块。共计雕刻刀用量为4.26万印/块。
“宽窄好运细支”小盒雕刻刀在优化前用量约为1.4万印/块,优化后用量约为4.26万印/块,降低了204%的雕刻刀使用量,大大节省了耗材成本。
通过本次测试改进,在保障产品质量的前提下,成功降低雕刻刀使用量,提升了换刀效率,保障了产品质量的提升,实现了预期目标,同时在解决问题、创新能力等方面均有提高。同样,本着对产品质量的不断完善、持续提高的要求,在今后工作中,我们将不断从生产实际中寻找不足、不断创新。
来源 | 莫益仲 印刷技术杂志




