微信客服
微信客服 微信公众号
微信公众号 抖音
抖音 视频号
视频号 快手
快手 百家号
百家号 头条号
头条号 B站
B站 小红书
小红书水松纸作为烟包中一种特殊的卷接材料,在实际生产中会因机速的提高遇到粘连不牢而甩头的问题,通常是由于在机速影响下,胶水与纸张材料之间未能有效地渗透固化,渗透过快或过慢都会引起纸张粘接不牢。因此,本文主要从量化控制角度分析纸张粘接牢度的影响因素,并尝试提供一些解决途径。
水松纸卷接效果的影响因素
水松纸的卷接效果受多种因素影响,经多批次生产数据比对,我们将改善重心放在纸张正反面的吸胶性能上。原纸抄造的过程中,通常需要采用施胶剂来控制纸张的润湿性能,以“Cobb值”或“接触角”进行表征。
接触角的检测通常是基于测试表面平坦光滑、化学组成均一、各相同性,在固—液—气三相达到热力学平衡状态下获得的角度。但纸张表面实际上并非光滑一致、化学组成均一,且纸张各点之间的微观结构也不同,因此在一定程度上,存在同一批次甚至同一张纸测量不同区域时,接触角差异较大的情况。图1(a)为纸张表面放大100倍的表面状态,图1(b)为纸张横切面放大100倍的表面状态。决定接触角大小(即润湿性能)的因素分为以下几个方面。
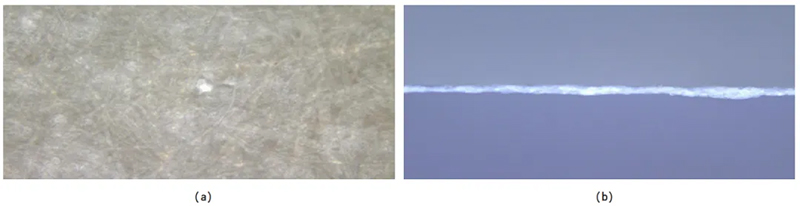
图1 纸张表面(a)和纸张横切面(b)放大100倍的表面状态
01 固体表面的表面自由能及其分子作用力
固体表面的表面自由能是由其分子作用力的大小以及分子在表面的排列及结构所决定的。对于给定的固体表面,其表面自由能数值也是固定的。但固体表面与液体表面不同,后者几乎瞬间可以达到平衡,而固体表面由于分子运动受到限制,在现实中很难达到真正意义上的平衡态。固体表面随着时间变化的松弛,从理论上讲,也会影响接触角的数值,这一点也通常在现实中可以观察到。
02 固体表面粗糙度
固体表面粗糙度将会对液滴在固体表面的表观接触角产生影响。接触角的大小在很大程度上受到液滴与固体表面形成的三相接触线及周边的影响。如果表面非常平整光滑,那么三相接触线在铺展过程中不会遇到任何阻滞,液滴最终将达到相应的热力学平衡态,呈现的接触角也只由液体和固体表面的分子作用力的本质所决定,这样的接触角也称为杨氏接触角。
如果固体表面具备足够大的粗糙度,三相接触线在铺展过程中就会遇到粗糙结构的阻滞,使其无法总是跨越障碍,达到热力学平衡态。在这种情况下,液滴在固体表面形成的表观接触角就不再是一个恒定值,而是会在某一范围内波动,具体的数值大小取决于液滴的三相接触线形成的方式和经历,这一现象被称为接触角的滞后效应。对于这样的固体表面,只测量一个接触角的数值并不能完整地描述其润湿性能。
03 环境温度和空气湿度
杨氏关系式适用于理想的固体表面,是指光滑、平整、均匀、无孔隙以及不与所接触的液体起任何化学反应,也不会发生吸收、渗透等作用的表面。这些条件对固体表面提出了很高的要求,是多数样品无法达到的,所以通常在固体表面上测量的接触角被称为表观接触角。表观接触角并不一定是液体、固体表面组成的体系常数,也就是说,同一液体在由同一材料制作的固体表面上可以有不同的表观接触角,因为其数值不但与材料有关,也与表面的其它属性有关,包括表面的光滑度、平整度、几何微观形貌、分子排列取向、对液体的吸湿性、渗透性等,因此会出现不同批次甚至同一批次原纸,动态接触角检测结果存在差异的情况。
综上,接触角的测量数据可以作为胶水渗透能力的参考。由于受多种因素影响原纸正反两面接触角在造纸过程中难以同时控制,故将原纸反面接触角指标进行数据化控制,然而,根据上述微观特性研究的接触角检测数据,样本数量较少时通常稳定性较差,即随测量位置不同有一定偏差,这给判断带来困难,在实际检测中一般取较大的样本数据量以得出较稳定的参考值。图2为接触角测试检测微观画面,图3为热力学平衡态下的界面相互作用力和接触角力学方程。
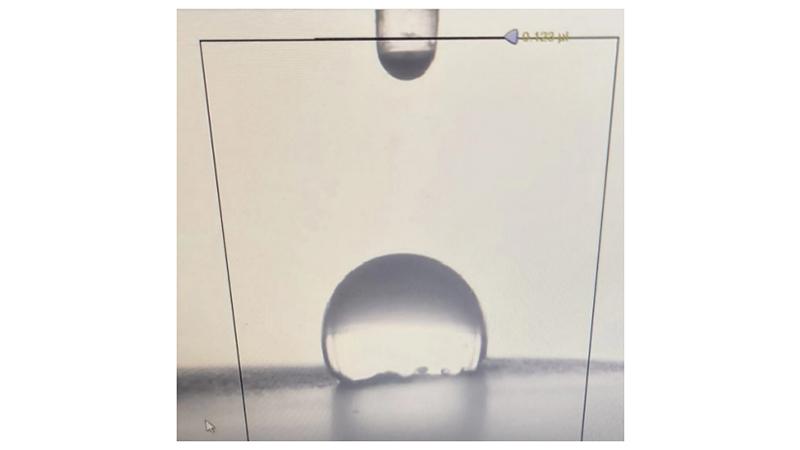
图2 接触角测试检测微观画面
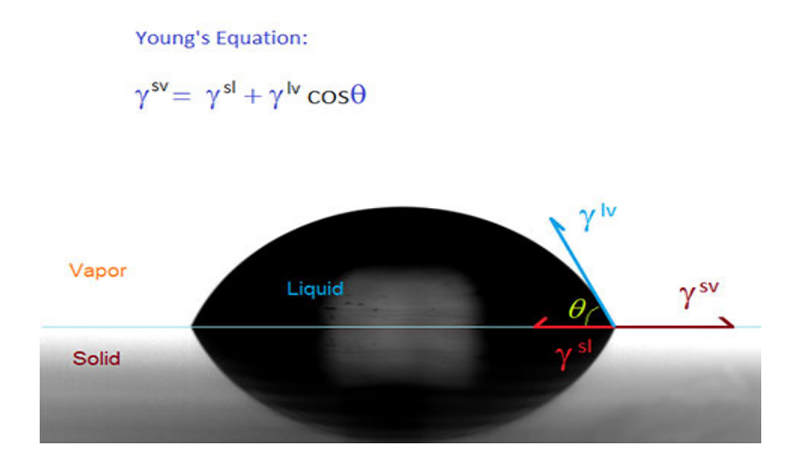
图3 热力学平衡态下的界面相互作用力
水松纸批次成品及原纸数据分析
01数据比对与分析
笔者根据前期反馈卷接较好的086工单以及卷接粘贴不良的142工单质量检测数据进行数据统计分析,通过数据比对找出特征分布并计算平均值,得出原纸及成品的反面接触角在卷接良好时的分布范围,从而拟定出原纸背面1s为55°~85°,成品1s为50°~70°。表1为工单数据分布,表2为拟定控制范围的推导过程。
表1 工单数据分布

表2 拟定控制范围的推导过程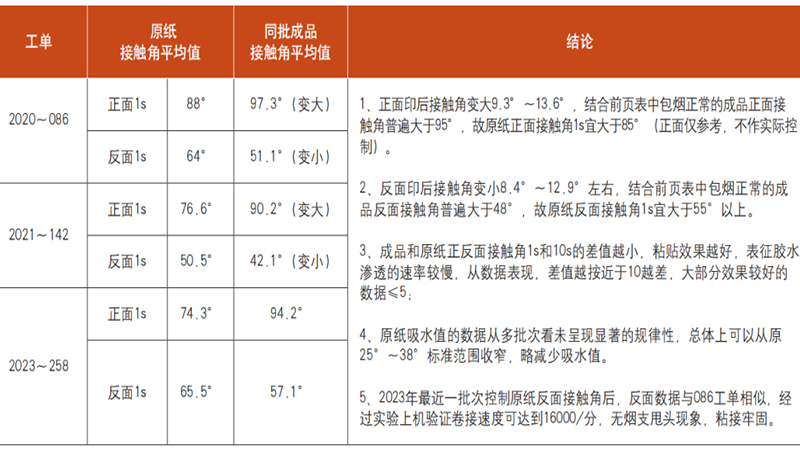
02接触角测试仪与原纸厂家进行对标
与原纸厂家进行沟通由其先选取原纸进行检测,再寄样给我司对所收到样品进行检测,其中背面纸厂1s46.3°,我司46.3°;纸厂10s35.8°,我司39.7°,经比对反面检测值接近。接触角检测仪器每个月校准一次,利用设备专用校准板,电脑软件自带校准模式自动校正。
03规范接触角试样取样方法
(1)每批次原纸按30%比例(32个样本以上)取样进行检测,每卷原纸样品正反面各测两个点,两个点直线距离100mm以上。
(2)首件签样时每个样正反面各测两个点,两个点直线距离100mm以上。
(3)批次生产印后半成品按50%取样(32个样本以上),每个样正反面各测两个点,两个点直线距离100m以上。
(4)OQC出厂检验时按作业要求取样(3~6盘成品),每个样正反面各测两个点,两个点直线距离100mm以上。
(5)所有检测样品以塑料密封袋包装,检测环境控制在温度为23±2°C,湿度为50%±2%。
04制定控制标准
通过以上的基础工作,规定原纸反面接触角1s为55°~85°,成品反面接触角1s为50°~70°,正面不作硬性要求。其他如1~10s接触角差值作为参考指标,在此技术标准下我司今年所批量供货产品在16000支/分的卷接速度下取得了良好的使用效果,表3为拟定控制标准。
表3 拟定控制标准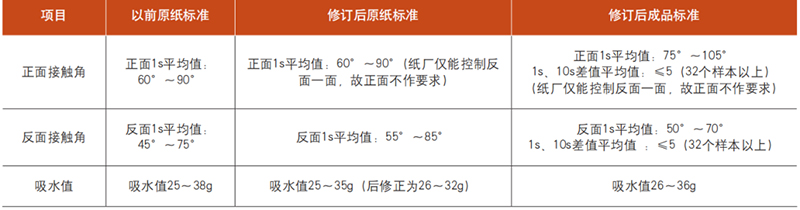
控制及改进方向
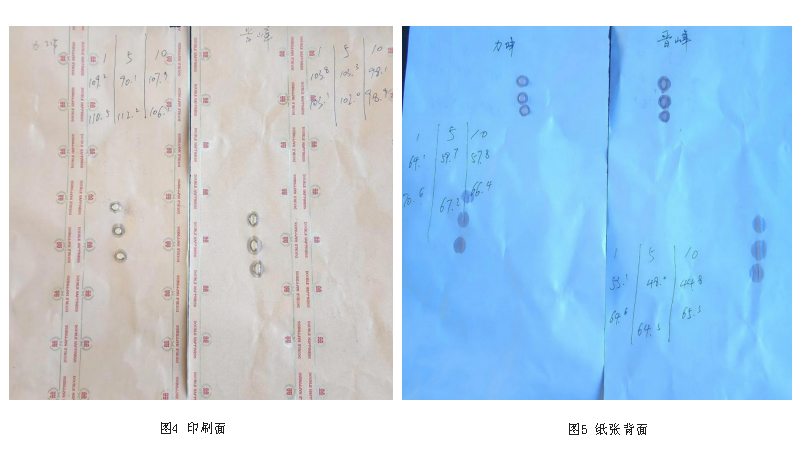
为持续满足客户卷接进一步提速至20000支/分的需求,我司进一步比较两种不同油墨的表面润湿效果。测试主要是利用不同油墨在同等工艺条件下所生产水松纸的吸胶性能不同来调整水松纸卷接吸胶性能。图4为印刷面,其中左为A油墨右为B油墨,可以看到油墨B所印刷的浸润效果更明显。图5为纸张背面,其中左为A油墨右为B油墨,可以看出油墨B所印刷的浸润效果更明显。通过此实验我们得出在纸张及其他条件不变的情况下,不同油墨特性对于胶水的渗透性能影响较明显,故为进一步提升卷接适应性可考虑改善油墨的润湿性能。
结 论
通过与纸张供方进行多批次原纸的生产跟踪与数据比对,证明接触角在成品卷接中有突出的参考意义,其他指标也有一定影响但没有接触角数据反映直接。目前接触角在烟草包装生产中未形成普遍的行业标准,主要是创新性企业标准应用。针对卷接效果好的原纸及成品纸张进行数据比对总结,提出满足卷接适应性的接触角指标,在后续生产中以工艺技术标准形式固化,在批次供货中明显提高了卷接质量,由12000支/分情况下出现烟支粘接甩头改善到16000支/分卷接正常,达到历史最好水平。
在测试对比过程中发现不仅纸张本身对接触角有影响 ,在操作人员、设备、原纸、凹版、生产环境相同的情况下,油墨提升润湿性对于烟包卷接速度提升具有显著影响。需要注意的一点是需要考察清楚前期甩头是由于胶水渗透过快还是过慢造成,以此为出发点调整油墨润湿性,如吸胶过快可以降低油墨的润湿性,对于超高速(20000支/分)烟包的卷接只有充分考虑各方面的因素后才能稳定行机,避免发生质量问题。
来源丨 印刷技术杂志
作者丨 永发印务浙江荣丰纸业有限公司 黄丹阳