微信客服
微信客服 微信公众号
微信公众号 抖音
抖音 视频号
视频号 快手
快手 百家号
百家号 头条号
头条号 B站
B站 小红书
小红书众所周知,胶印机是利用水和油墨互不相溶的原理印刷的。在实际印刷过程中,印刷企业常常会采用酒精润版液, 其主要成分之一为酒精或异丙醇,能降低润版液的表面张力,并能通过挥发作用带走热量,降低印版及胶辊的温度。更重要的是,酒精或异丙醇可以增加润版液的动态黏度,提高润版液在印版上的附着力,有利于油墨的传输和色彩再现。
因此,维持润版液中稳定的酒精浓度对控制印刷品质尤为重要。胶印机水箱专门配备了能自动添加酒精、精确控制酒精浓度并可显示浓度值的装置,以此来保证酒精浓度的稳定。目前国内印刷机普遍配备的水箱——technotrans beta.D 3000就配备了酒精稳定器,可显示酒精浓度值(图1)。
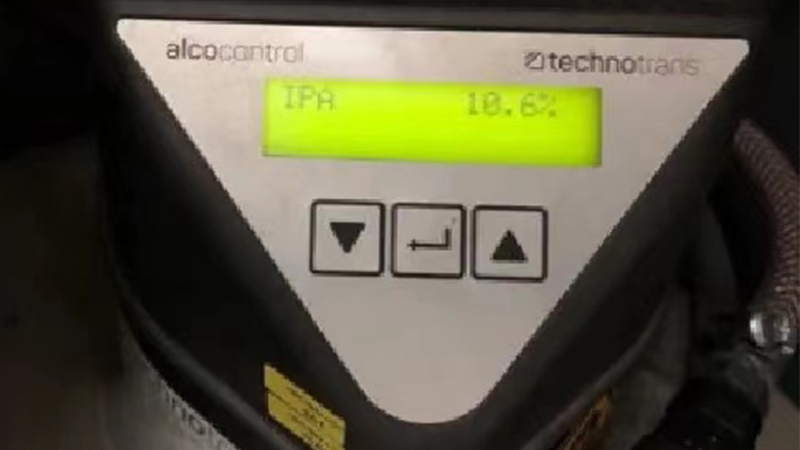
图1 酒精稳定器
当印刷过程中出现了版面上脏等问题时,机台操作人员通常会检查酒精浓度是否达到设定的标准,有时会怀疑是否由于酒精稳定器测量不准确,导致了问题的产生。此时机台操作人员会使用另一款简易、实用的玻璃制酒精测量计来检查、确认水箱内的酒精浓度(图2)。测量后往往会发现,该酒精测量计测量的浓度值和酒精稳定器上显示的数值存在较大偏差,此时有些印刷企业就会将其归咎于设备自带的酒精稳定器测量不准确,致使水箱内的酒精浓度不足,进而导致印刷废品的产生。
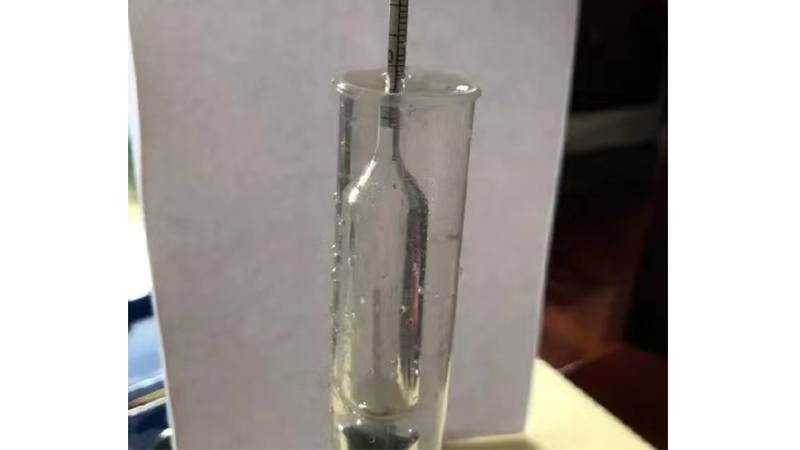
图2 酒精测量计
01 实 验
面对两个不同的测量数值,我们该相信哪个?为了搞明白孰是孰非, 我们来做一个简单实验。
(1)在常温条件下配制约10%浓度的酒精和水的混合液。先取酒精25ml, 倒入250ml的容器中,加清水到250ml标线,反复摇匀备用,如图3所示。
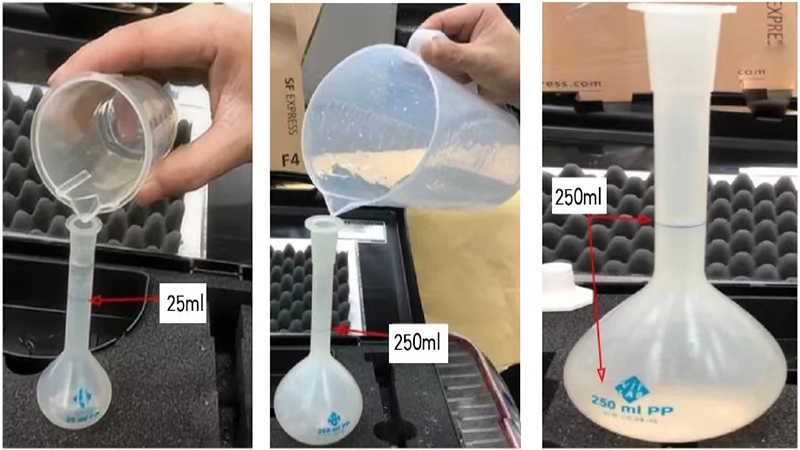
图3 配制10%浓度的混合液
(2)将一部分混合液倒入量筒中,用酒精测量计测量酒精浓度,约为 10% (图4左)。
(3)将另一部分混合液装入塑料瓶中密封,放入水箱中冷却1小时后再取出,此时混合液温度为10℃,再将混合液倒入量筒中,用酒精测量计测量酒精浓度,约为 8.5%(图4右)。
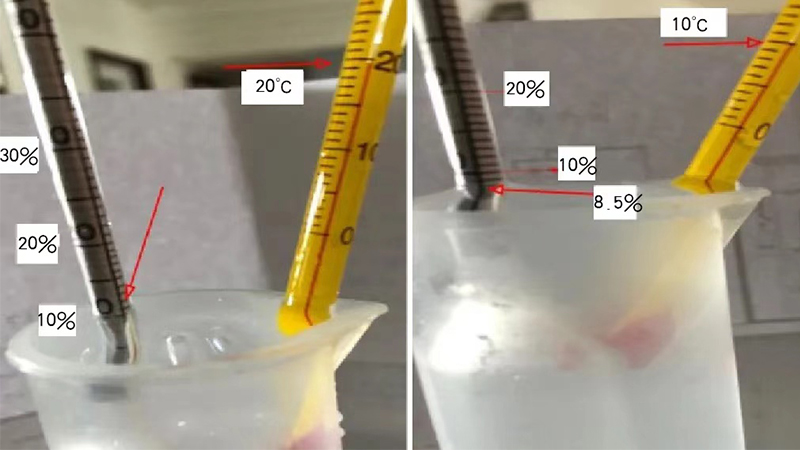
图4 两种温度条件下酒精浓度值
其实,酒精测量计就是一个比重计,利用浮力的工作原理来测量酒精浓度。根据阿基米德定理:浸在液体里的物体,受到向上的浮力,其浮力大小等于物体排开该种液体的重量,即 F 浮=G 液排=ρ液 gV 排(ρ液表示物体排开该种液体的密度,V排表示物体排开该种液体的体积),水在常温下的密度接近1.0g/cm³ ,而酒精的密度约为0.8g/cm³ 。所以当混合液中酒精含量越高,混合液的密度越小,V排就越大,酒精测量计下沉就越多。
由此,我们便可以通过酒精测量计上标注的刻度来明确混合液中的酒精浓度。4℃时,水的密度最大,为1.0g/cm³;10℃时,水的密度为0.9997021g/cm³;25℃时,水的密度为0.9970480g/cm³。这就解释了为什么在不同温度条件下,测量的酒精浓度值会有所不同。
02 总 结
然而在测量印刷润版液中的酒精浓度时,情况又相对复杂一些,因为其中还添加了水斗液(密度大于水),同时在印刷过程中还会不可避免地混有脏污。从图5可以很清晰地看到,20℃温度下酒精浓度为10%的混合液,在温度为10℃时其酒精浓度的测量值在10%以下,而混合了水斗液后酒精浓度测量值会再次下降,并且随着脏污程度的加剧,测量值会进一步下降。
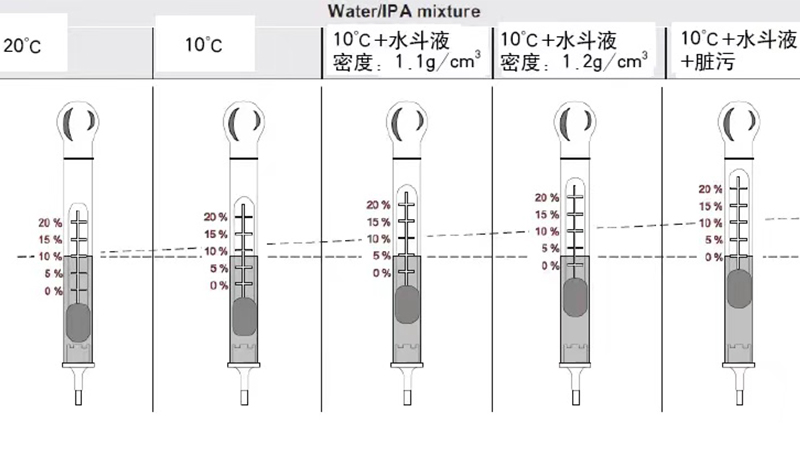
图5 不同条件下的酒精浓度值
为了让操作人员跳过这种复杂换算方式,海德堡推出了一款酒精浓度测量计,如图6所示,通过测量计上粘贴的简单换算表,就可以轻松测量出润版液中实际的酒精浓度。
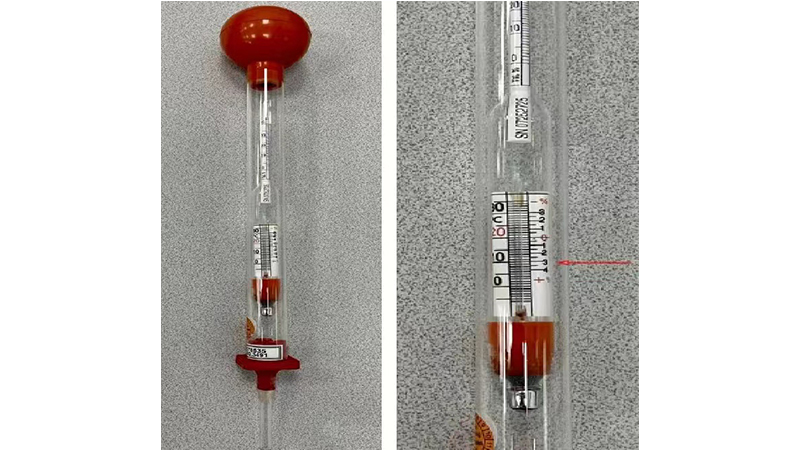
图6 海德堡酒精浓度测量计
该测量计的使用方法为:在水箱正常工作条件下,吸取水箱中的润版液进行测量,酒精浓度测量计上读取的数值“A”加上修正值“3”,就是水箱润版液真实的酒精浓度。
通过以上实验,今后机台操作人员再遇到本文提及的两种不同测量结果时,应该清楚地知道,其实它们的实际数值基本是一致的。
自古以来,人们常用“耳听是虚,眼见为实”来告诫我们不要听信传言,要注重眼前的事实。但是在印刷机实际操作使用过程中,有时也须“眼见为实”。只有综合考虑各种因素的影响,正确使用仪器、设备,才能印刷出高质量的印品!
来源丨 印刷技术杂志
作者丨海德堡印刷设备有限公司 罗满启